مشینی مرکز کا آپریشن پینل ایک ایسی چیز ہے جس سے ہر CNC کارکن رابطے میں آتا ہے۔ آئیے ایک نظر ڈالتے ہیں کہ ان بٹنوں کا کیا مطلب ہے۔

سرخ بٹن ایمرجنسی اسٹاپ بٹن ہے۔ جب یہ سوئچ دبایا جاتا ہے، تو مشین ٹول رک جائے گا، عام طور پر ہنگامی یا غیر متوقع حالات میں۔
Xinfa CNC ٹولز میں اچھے معیار اور کم قیمت کی خصوصیات ہیں۔ تفصیلات کے لیے، براہ کرم ملاحظہ کریں:
CNC ٹولز مینوفیکچررز – چین CNC ٹولز فیکٹری اور سپلائرز (xinfatools.com)

بہت بائیں سے شروع کریں۔ چار بٹنوں کے بنیادی معنی ہیں۔
1 پروگرام خودکار آپریشن سے مراد پروگرام کی پروسیسنگ کے وقت پروگرام کا خودکار آپریشن ہے۔ یہ عام طور پر پروسیسنگ کے لئے استعمال کیا جاتا ہے. اس حالت میں، آپریٹر کو صرف پروڈکٹ کو کلیمپ کرنے اور پھر پروگرام اسٹارٹ بٹن کو دبانے کی ضرورت ہوتی ہے۔
2 دوسرا پروگرام ایڈیٹنگ بٹن ہے۔ پروگراموں میں ترمیم کرتے وقت بنیادی طور پر استعمال کیا جاتا ہے۔
3 تیسرا MDI موڈ ہے، جو بنیادی طور پر S600M3 جیسے مختصر کوڈز کو دستی طور پر داخل کرنے کے لیے استعمال ہوتا ہے۔
4DNC موڈ بنیادی طور پر ان لائن مشینی کے لیے استعمال ہوتا ہے۔

یہ چار بٹن بائیں سے دائیں ہیں۔
1پروگرام صفر بٹن، زیرونگ آپریشن کے لیے استعمال ہوتا ہے۔
2. ریپڈ ٹراورس موڈ۔ اس کلید کو دبائیں اور تیزی سے حرکت کرنے کے لیے متعلقہ محور سے ملائیں۔
3. آہستہ کھانا۔ اس کلید کو دبائیں اور مشین ٹول اس کے مطابق آہستہ آہستہ حرکت کرے گا۔
4 ہینڈ وہیل بٹن، ہینڈ وہیل چلانے کے لیے اس بٹن کو دبائیں۔

یہ چار بٹن بائیں سے دائیں ہیں۔
1 سنگل بلاک ایگزیکیوشن، اس کلید کو دبائیں اور پروگرام ایک مدت کے بعد رک جائے گا۔
2. پروگرام سیگمنٹ اسکیپ کمانڈ۔ جب کچھ پروگرام سیگمنٹس کے سامنے ایک / علامت ہو، اگر آپ اس کلید کو دبائیں گے، تو یہ پروگرام عمل میں نہیں آئے گا۔
3. اسٹاپ کو منتخب کریں۔ جب پروگرام میں M01 ہو تو اس کلید کو دبائیں اور کوڈ کام کرے گا۔
4 دستی مظاہرے کی ہدایات

1 پروگرام دوبارہ شروع کرنے کا بٹن
2. مشین ٹول لاک کمانڈ۔ اس کلید کو دبائیں اور مشین ٹول لاک ہو جائے گا اور حرکت نہیں کرے گا۔ ڈیبگنگ کے لیے
3. ڈرائی رن، عام طور پر ڈیبگنگ پروگراموں کے لیے مشین ٹول لاک کمانڈ کے ساتھ مل کر استعمال ہوتا ہے۔
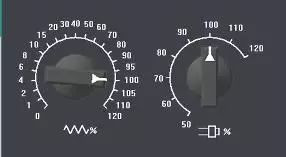
بائیں طرف کا سوئچ فیڈ کی شرح کو ایڈجسٹ کرنے کے لیے استعمال کیا جاتا ہے۔ دائیں طرف سپنڈل اسپیڈ ایڈجسٹمنٹ بٹن ہے۔
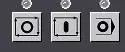
بائیں سے دائیں، سائیکل اسٹارٹ بٹن، پروگرام توقف، اور پروگرام ایم او او اسٹاپ موجود ہیں۔

یہ متعلقہ تکلی کی نمائندگی کرتا ہے۔ عام طور پر، مشین ٹولز میں 5 یا 6 محور نہیں ہوتے ہیں۔ نظر انداز کیا جا سکتا ہے۔
مشین کی نقل و حرکت کو کنٹرول کرنے کے لیے استعمال کیا جاتا ہے۔ درمیان میں کلید دبائیں، اور یہ تیزی سے کھل جائے گا۔

تسلسل ہے اسپنڈل فارورڈ روٹیشن، اسپنڈل اسٹاپ، اور اسپنڈل ریورس روٹیشن۔


عددی اور حروف تہجی کے پینل کی وضاحت کی ضرورت نہیں، یہ بالکل موبائل فون اور کمپیوٹر کی بورڈ کی طرح ہے۔
POS کلید کا مطلب ہے کوآرڈینیٹ سسٹم۔ مشین ٹول کوآرڈینیٹ سسٹم کے متعلقہ کوآرڈینیٹ اور مطلق کوآرڈینیٹ دیکھنے کے لیے اس کلید کو دبائیں۔
ProG ایک پروگرام کی کلید ہے۔ متعلقہ پروگرام کے آپریشنز کو عام طور پر اس کلید کو دبانے کے موڈ میں چلانے کی ضرورت ہوتی ہے۔
OFFSETSETTING کوآرڈینیٹ سسٹم میں ٹول پوائنٹس سیٹ کرنے کے لیے استعمال کیا جاتا ہے۔
شفٹ شفٹ کی کلید ہے۔
CAN منسوخی کی کلید ہے۔ اگر آپ غلط کمانڈ درج کرتے ہیں، تو آپ اسے منسوخ کرنے کے لیے اس کلید کو دبا سکتے ہیں۔
IUPUT ان پٹ کلید ہے۔ یہ کلید عام ڈیٹا ان پٹ اور پیرامیٹر ان پٹ کے لیے درکار ہے۔
SYETEM سسٹم کلید۔ بنیادی طور پر سسٹم پیرامیٹر کی ترتیبات کو دیکھنے کے لیے استعمال کیا جاتا ہے۔
MESSAGE بنیادی طور پر معلومات کا اشارہ ہے۔
کسٹم گرافک پیرامیٹر کمانڈ
ALTEL متبادل کلید ہے، جو پروگرام میں ہدایات کو تبدیل کرنے کے لیے استعمال ہوتی ہے۔
Insert داخل کرنے کی ہدایت ہے جو پروگرام کوڈ داخل کرنے کے لیے استعمال ہوتی ہے۔
حذف بنیادی طور پر کوڈ کو حذف کرنے کے لیے استعمال ہوتا ہے۔
RESET بٹن بہت اہم ہے۔ یہ بنیادی طور پر دوبارہ ترتیب دینے، پروگراموں کو روکنے اور کچھ ہدایات کو روکنے کے لیے استعمال ہوتا ہے۔
بٹنوں کی بنیادی طور پر وضاحت کی گئی ہے، اور آپ کو ان سے واقف ہونے کے لیے سائٹ پر مزید مشق کرنے کی ضرورت ہے۔
پوسٹ ٹائم: مئی 27-2024


